Using conventional vibration monitoring on low RPM rotating machineries (RPM ~0 to 60) is difficult. Why?
- The vibration amplitude is usually very low and is difficult to measure using standard CBM (Condition Based Maintenance) or Predictive Maintenance instruments. The noise from vibration sensor electronics/wiring, machine electrical & vibration noise, and environmental noise can make it difficult to distinguish faults from noise.
- Usually the vibration measurement bandwidth of interest for such machines is from 0 to 10Hz. Most sensors are unable to measure accurately in this low frequency band.
- It requires long durations of sampling to capture spectrum data. If not impossible, this is expensive and difficult to achieve in the field due to the increased cost of equipment and man-hours required to capture the data.
What are the usual measurements you need to make on low RPM machines?
| S.N. | Parameter | Sensor | Measurement System |
| 1. | VibrationAccelerationVelocityDisplacement | Minimum 500 mV/g low frequency accelerometer with low floor noise. You can also use a 100mV/g with an envelope filter of 0.5 to 10kHz. | Low noise system with high LOR rates and longer duration of data capture. Higher LOR reduces the noise. |
| 2. | Position Displacement (Absolute) | Eddy current sensor & Accelerometer Use a LVDT sensor, instead of an Eddy current sensor, if the displacement is larger than 4mm. | Either one sensor mounted vertically at the top center of the bearing housing or two radially (Horizontal & Vertical).For measuring absolute displacement you will have to additionally install an accelerometer and subtract its displacement signal (derived by integration) from the displacement sensor signal (need to do phase adjustment to make signals in phase) |
| 3. | Rotation RPM Phase | Optical or Eddy or Hall Effect Sensors with Phase Target (Keyphasor) | Low RPM machines usually have slight variation in their speed. This can bring errors in the spectrum. It is important to do order tracking on low RPM machines. |
| 4. | Ultrasound | Ultrasonic Sensor that can measure structural ultrasound | Should measure both dB and Spectrum. At slow speeds there might not be any significant changes in dB levels so measuring spectrum is very important for detecting bearing defects. |
| 5. | Temperature | 2 or 3 wire RTD |
Why are ultrasound and displacement better measurements for low RPM machines?
For low RPM machines displacement is a better measure than velocity and acceleration. The usual velocity and acceleration levels for most machines (RPM > 600) are 1mm/s to 10 mm/s and 0.5g to 10g respectively. These can be easily measured as noise is not a key issue.
In low RPM machines (0 < RPM < 600) the usual velocity and acceleration levels are between .05mm/s to 3mm/s and 0.000005g to 0.05g respectively. These low levels are difficult to measure. Whereas displacement levels are between 100 to 300µm. These levels are easier to measure with a displacement sensor like the eddy current sensor. Accelerometers are not suited to measure displacement in low RPM machines as they derive displacement by double integrating the acceleration signal and this is highly susceptible to noise.
Ultrasound is good for detecting gear mesh, lubrication and bearing defects in low RPM machines. You can install them on each bearing and gearbox shaft. To know why you can read this article here.
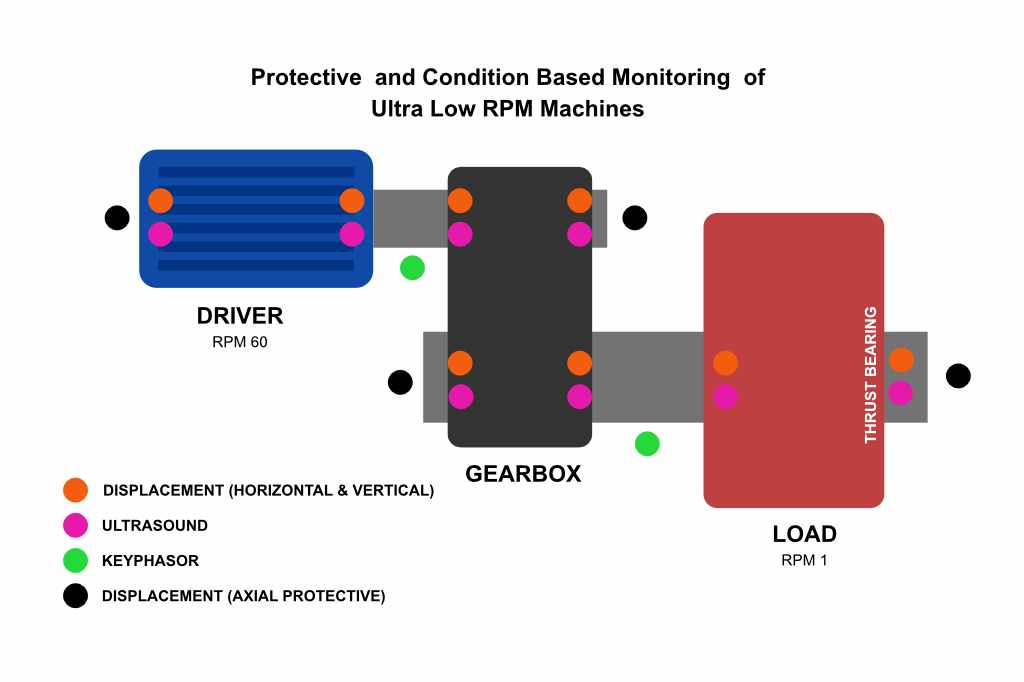
Where to measure?
You need to monitor at the following locations:
| Each Roller Bearing Housing | 1 x Ultrasound2 x Displacement11 x RTD |
| Each Fluid Bearing Housing | 1 x Ultrasound2 x Displacement (Vertical & Horizontal Axis)1 x Accelerometer21 x RTD |
| Thrust Bearing HousingAxial displacement of the shaft is measured to check if internal machinery has not moved to an extent where it starts rubbing the casing seal, leading to total machine failure. This should usually be part of a protective mechanism that shuts off the machine. | 1 x Ultrasound1 x Displacement (Axial Axis of Shaft)1 x RTD |
| Each Gearbox(one each at the High Speed and Low Speed Shaft end) | 2 x Ultrasound2 x Accelerometer31 x RTD |
| At High Speed Shaft (Driver End) | 1 x Keyphasor |
| At Low Speed Shaft (Load End) | 1 x Keyphasor |
1 Displacement only in rare cases when casing mass is 10 times more than the rotor mass or stiff support. In this case there is hardly any vibration amplitude.
2 Required for absolute shaft vibration on Fluid Film Bearings
3 As gear defect frequencies are higher
I have a limited budget, what should I measure?
If cost is a key concern we would suggest you go with Ultrasound , Keyphasor and RTD sensors only. In case of Fluid Film and Thrust bearing we would recommend installing displacement sensors (both for protection and measurement).
What are the key points you should take care of?
- Stud mount the sensors instead of using a magnetic mount.
- Sensor wiring and measuring systems can be prone to environmental noise. Use shielded cables with proper termination. Mounts measurement systems away from electrical and EMF, RF emitting systems.
- High frequency noise from adjacent sources like Arcing, steam leaks, compressed air leaks, and cavitation can distort the low frequency measurement. This can show up as a Ski shaped slope in the low frequency band. This can be prevented by using a Piezo Velocity sensor instead of an accelerometer in such areas.
- Vibration from nearby machinery can also induce noise and at times the plant environment might not allow accurate measurements on these low RPM machines.
- Use accelerometers that have minimum 100 mV/g sensitivity and low floor noise.
- Use higher LOR and use overlapping to reduce the duration of spectrum capture.
- Low RPM machines usually have slight variation in their speed. This can bring errors in the spectrum. It is important to do order tracking on low RPM machines.
- Use enveloping technique for bearing and gear defect. Envelope filter should be set between 0.5kHz to 10kHz. Do not set it too low this might mask the bearing and gear defects.
- Install a protection system to trip machinery in case the shaft is displaced, in the axial direction, beyond the design limit.