Reciprocating compressors are vital for production processes in the oil & gas, chemical industries & petrochemicals. They must operate 24*7, 365 days per year without interruption, and must maintain a high degree of efficiency. Unexpected breakdowns frequently have serious consequences, such as risks for production loss and plant safety, environmental damage, even expensive consequential damages, etc.
The easiest way to resolve the problem is online condition monitoring which will prevent machine breakdowns and consequential damage
Condition monitoring is the process of checking the parameters like Vibration, Temperature, Noise, Alignment and Oil etc. In a reciprocating air compressor the rotating motion is converted to reciprocating motion, which produces vibrations in the compressor. Machine Health monitoring is required to check the condition of the air compressor. In this work a FFT analyzer is used to perform the vibration test on an old set-up of a reciprocating air compressor to find out the root cause. Beside, Belt alignment tool, Oil check monitor and Belt tension gauge is used to check the alignment, oil and belt condition to minimize the vibrations and noise created by the machine. Noise level readings are recorded by Noise level meter and overall bearing vibrations are tabulated by using the machine condition advisor device in this paper. It is observed that faults like belt misalignment, pulley unbalance, looseness of mounting bolts and oil contamination are present. This leads to high noise and vibration level. Subsequently, the faulty parts are replaced or repaired. Finally, significant improvement is achieved in NVH of the air compressor.
After a certain amount of time, reciprocating air compressors have some major problems like excessive noise in operation and vibration of the compressor. In this article, Compressor related problem and solution toward the journey is specified. A reciprocating air compressor is monitored to find the mechanical or other faults present in it by performing noise and vibration tests. Here two test are performed
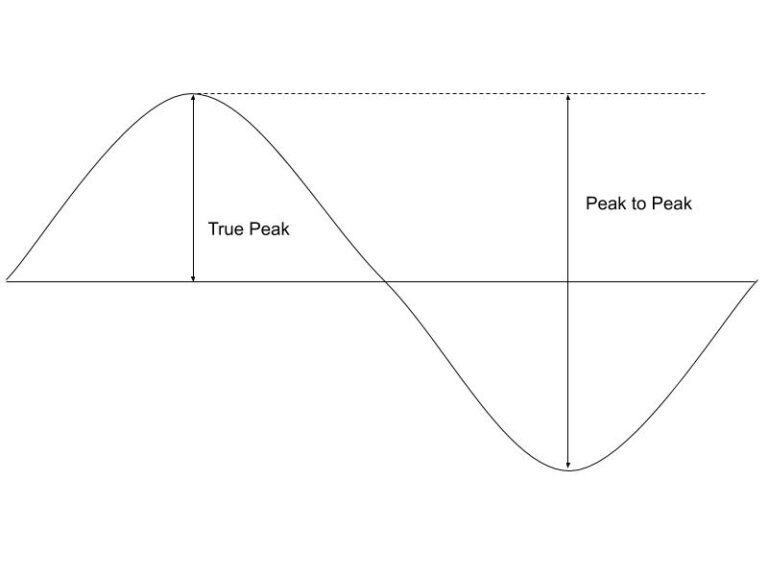
- Vibration Signature Analysis
- Noise Harshness Level Check
After these tests, the faulty performance part of the compressor was replaced and the same test was performed again.
Types of fault identification using Predictive maintenance
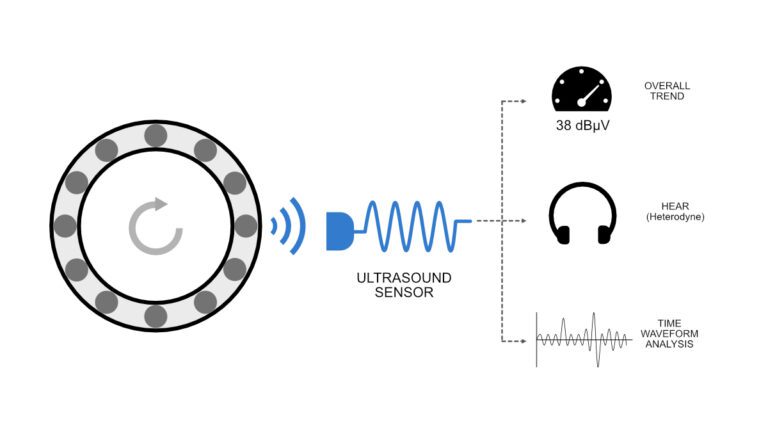
Vibration Sensors can be very useful in the remote monitoring of compressors. It can perform advanced predictive diagnostics & performance analysis. Which increases the life of the compressor and saves money.
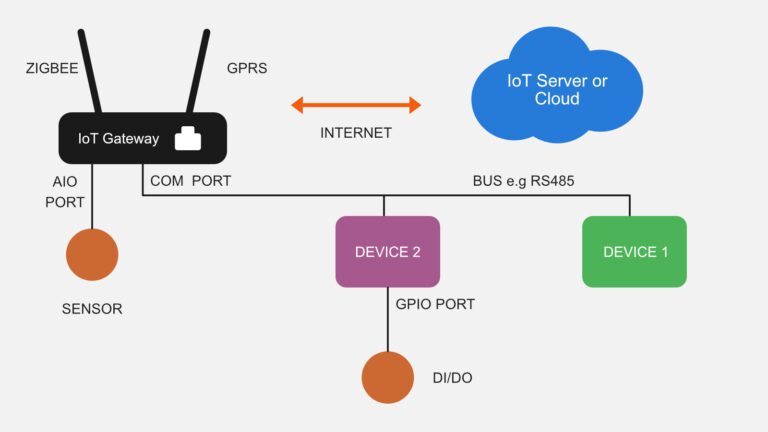
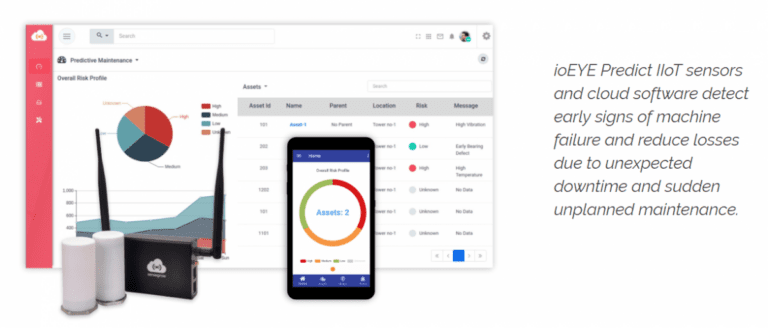
By using cloud platform software helps perform the following tasks easily.
- Automated analytics using MI & AI.
- Additional support review by an expert.
- Scheduled & on-demand reports.
- Data visualization and detailed analysis on cloud platform from anywhere.
Fault identification & diagnostic capabilities
- Crankcase and Cylinder Vibration monitoring
- Main Bearing Temperature monitoring
- Faulty Cylinder Discharge Valves
- Leaky Pressure Rings
- Gear Issues
- Clearance in bearings and gears
Benefits of adopting cloud-based Predictive maintenance
- Maximizing reliability
- Efficiency improvement
- Expansion of the meantime between overhaul
- A successful predictive maintenance strategy
Beneficial & saves financial crisis
Predictive maintenance increases the life of your air compressor and ensures its safe, reliable and efficient operation. It saves your money in the long term. Cost savings and other benefits include:
- Energy: Inadequate lubrication and other problems cause your air compressor to work harder than it should have to. That means paying more in energy costs. Maintaining maximum efficiency saves you money and reduces bills.
- Assets life: Taking care of the compressor system and its component will increase its overall life — automatic savings.
- Repairs: Emergency repairs costs are always high. Predictive maintenance can alert you about small mechanical problems in advance which you can plan properly saves your overall run hours & system before they lead to more critical damage.
- Productivity: Predictive maintenance helps in avoiding the costs of an unexpected shutdown on your production lines. Adopting this will help you in scheduling maintenance tasks which helps in managing production schedules. Like this, you will also be able to keep spare & backup compressors ready.
- Safety: Predictive maintenance helps in reducing many risks which may be caused by mechanical damages & temperature rise like fire, overheating etc.